

点検レポート


工場点検 京都生協コープ商品 なら漬 盛田株式会社
- 2024年02月13日
- 工場点検
点検日 2023年8月1日
京都生協コープ商品「なら漬」を製造されている盛田株式会社徳島工場(以下、盛田㈱)は、徳島県名西郡石井町にあります。石井町は徳島市の西に隣接し、北には吉野川が流れています。町の面積の約4割が農地で、なら漬の原料となる「しろうり」の産地でもあります。ちなみに徳島県は「しろうり」の生産量が全国1位※です。
※農林水産省 地域特産野菜生産状況調査2020年より
盛田㈱は約350年前に酒造りで創業。続いて、みそ・たまりしょうゆ・しょうゆも製造されるようになりました。1945年、第二次世界大戦終戦後に、酒粕を活かしたなら漬、しょうゆを活かしたしょうゆ漬けなどの漬物も手掛けるようになったと伺いました。
京都生協コープ商品「なら漬」の誕生は1977年にさかのぼります。開発以来利用が増え、最初に製造をしたメーカーだけではまかなえきれなくなったことから、1983年より忠勇㈱(現在の盛田㈱)にも製造をすることになりました。
京都生協コープ商品「なら漬」は、しろうりを塩漬けした後、酒粕を取り替えながら時間をかけて漬け込み、特有のべっ甲色、味、香りを出しています。
誕生以来45年以上、組合員の皆さまに支持されている商品です。ぜひご利用ください。
なら漬の原料であるしろうりは、春に種まきを行い夏に収穫時期を迎えます。契約農家で収穫後に塩漬けされたものが盛田㈱の工場へ納品されます。
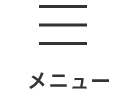
今回は契約農家の一人である原田さんの畑へ訪問させていただきました。
同行いただいた盛田㈱工場長の塚本さんより「もともと徳島県はしろうりの栽培が盛んなところですが、高齢化などの事情により農家が減っています。工場としては質のよいしろうりを安定して仕入れるため、なるべく長く栽培して、たくさんのしろうりを収穫してもらえるよう働きかけています。」と伺いました。
手ごろな大きさに育ったしろうりをいくつか収穫し、塩漬け作業を見せていただくことになりました。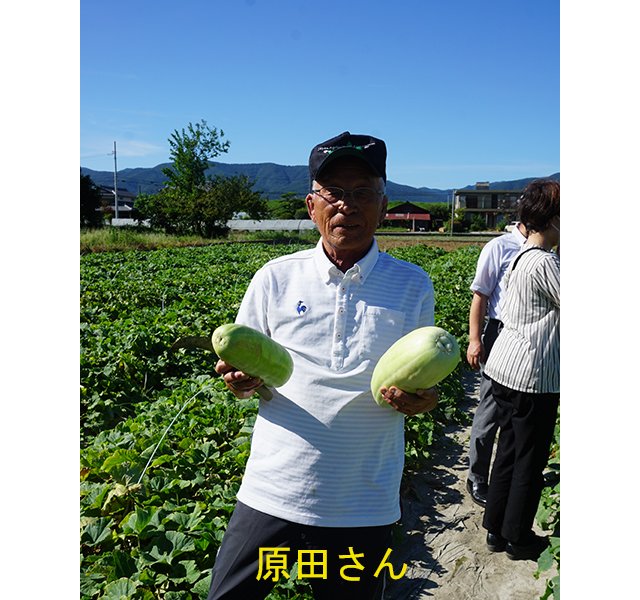
しろうりを半分に切って種をとり、塩をしっかりとまぶした後、コンテナに収めて塩漬けし、お盆を過ぎたころから秋にかけて出荷されます。
原田さんより、「すぐ近くを吉野川が流れ土壌にも恵まれているので、このあたりはもともと農業が盛んな場所ですが、高齢化が進んでしろうりの生産者が減っています。塩漬けするための施設も必要なので、新たにしろうりの栽培を始める人はなかなかいないと思います。」と伺いました。
各契約農家で塩漬けされたしろうりは、工場入荷時に、色や果肉の質、塩分濃度などを確認し、記録されています。また、毎年契約農家のしろうり栽培記録(農薬など)を取り寄せ、問題がないことを確認していると盛田㈱の加藤さんより説明がありました。
ここから工場の点検です。
こちらは酒粕の準備や漬け込み作業を行う区域(漬け替え場)の入口です。予め工場指定の白衣を着て専用の長靴へ履きかえます。入室手順は①粘着ローラーで白衣についた毛髪や塵をとる。②掲示された手順書通りに手を洗い、ペーパータオルで水分を除去する。③手指をアルコールで消毒して入場します。(京都生協の点検者も従業員と同じ手順で工場へ入場しました。)
入口には、5S委員会※の掲示板がありました。衛生管理や労働安全について委員が巡回し、整理整頓や清掃のチェックする他、床の補修を行うなど幅広く活動をされています。みんなが通る場所に貼ることで、改善できたことやこれから改善するべきことなど、情報の共有と注意喚起をしていると説明がありました。
※5S(整理、整頓、清掃、清潔、しつけ の5つの言葉のローマ字の頭文字)を
推進する委員会で、仕事をしやすくすることによって、職場の抱える課題を
解決するための改善活動のこと。
こちらは砂糖など調味料を保管している場所です。整理整頓されていることを確認しました。
こちらは、しろうりの漬け込みに使用する酒粕を準備しているところです。複数の酒造メーカーから仕入れた酒粕と砂糖などを練り合わせて作ります。しろうり・きゅうりといった漬け込む材料の違い、どんな味、香りにしたいかなど、商品ごとに作り分けられています。何をどう組み合わせるか、いつも同じ味の酒粕を作れるか、まさに腕の見せ所です。
次は漬け込みかと思ったら、練り合わせた酒粕は数日寝かせてから使うと説明がありました。
ここから酒粕に漬け込む作業です。
まず「塩漬けのしろうり」を塩抜き(塩分調整)します。
次に「塩抜きしたしろうり」を酒粕に漬け込みます。
酒粕への漬け込みは、下漬け・中漬け・上漬け・仕上げ漬けと酒粕を取り替えながら4回行われます。漬けている間にしろうりに残っている塩分が抜け、酒粕の味、香りが染みていきます。(仕上げ漬けまで終わると風味が安定するとのこと。)
こちらは京都生協向けに上漬けしているもので、冷蔵庫に保管されていました。
コンテナには「ロット番号や品名・上漬け開始日」などを記載した紙が貼られ、管理されていることを確認しました。
上漬けが終わる時期がきたら塩分濃度や糖度などを測り、合格なら仕上げ用の酒粕に漬け替えると説明がありました。(基準に達していない場合は、もうしばらく上漬けを延長するとのこと。)
なお、しろうりの塩抜きから出荷までにおよそ1年半ほどかかっているとのこと。長い時間と大変な手間をかけて製造されています。
ここから包装工程です。
包装室の入口です。あらためて粘着ローラーで、白衣についた毛髪や塵をとって手を洗います。ペーパータオルで水分を除去した後、水槽で長靴を消毒。手指をアルコールで消毒し、エアシャワーを通って入場します。
仕上がったなら漬を包丁で切り分け、計量器で所定の重量に足りていることを確認されていました。次に酒粕を添え、フィルムで包みます。この一連の作業を手際よく行われていました。

フィルムで包んだなら漬を機械で包装します。
包装機に予め賞味期限を印字した袋をセットします。賞味期限が正しく印字されていることを確認するため、包装用の袋の日付を印字した部分を切り取ってチェック表に貼り付け、チェック表で指示されている賞味期限と一文字ずつ照合して確認されています。(2人で実施。)
さらに包装機にも印字の状態を確認する装置があり、賞味期限に間違いがないことを確認していると説明がありました。
金属探知機で金属異物がないことを確認し、加熱殺菌工程へ送られます。
包装されたなら漬を、お湯を張った水槽に入れます。なら漬は水槽内にあるコンベアに乗り、湯の中を出口まで一定の時間をかけて移動させることで加熱殺菌し、出口に設けた水槽で冷却します。
お湯の温度が、基準内であることを記録で確認しました。
加熱殺菌が終わったら、人の目と手で最終検品し、出荷用の段ボールに梱包し、ここでもう一度、賞味期限が正しく印字されていることを確認していると説明がありました。
最後に、塩分濃度や糖度、官能検査(味・食感・香り・色)などに、問題がないことを確認してから出荷していると説明がありました。
酒粕を練り合わせる道具が、定位置で保管されていることを確認しました。
廃棄物の処理について一時保管場所の状態や、排出する時に業者とかわす伝票などを確認し、法令に従って適切に扱われていることを確認しました。
使用されている水は井戸水で、工場で塩素消毒されています。毎日残留塩素濃度を確認されていることが記録でわかりました。また、水質検査を年4回され、結果に問題がないことも確認しました。
製造現場を点検した後、製造記録、書類などの確認と聞き取りを行い、仕様書※通りに製造されていることを確認しました。
※仕様書・・・原材料や製造方法、賞味期限など、商品の設計図にあたるもの。
製品の賞味期限から製造記録をたどり、下漬けを開始した日や、使用したしろうりの農家まで調べることができました。こうした仕組みが構築されていることで、万が一、製品に問題があった場合でも、どの段階で問題があったのかを調査することができます。
【点検者の所見】
製造工程において基本的に仕様書通り適正に運用・管理されていること、また、しろうりは徳島県産を使用していることを、納品伝票や原材料品質規格書・記録などで確認しました。
【盛田㈱徳島工場からのメッセージ】
いつも忠勇なら漬※をご愛顧いただき、厚く御礼申し上げます。弊社では皆様のご信頼にお応えするため、工場生産時の工程管理はもちろんのこと、常に商品の品質保持や品質管理に努めているところでございます。
お客様にご満足頂けるよう努力致しますので、今後とも弊社商品をご愛顧賜りますようお願い申し上げます。
※忠勇・・・盛田㈱のブランド
【なら漬の食べ方紹介】
そのまま食べる以外に、なら漬のおいしい食べ方を盛田㈱より教えていただきました。
刻んでちらし寿司の具に

なら漬とたまごをパンにはさんで
クリームチーズと一緒にクラッカーにのせて


バックナンバー